Conheça a importância de manter um padrão de processos na indústria e o passo a passo de como otimizar seu processo de injeção
Quando tratamos sobre padronização de processos de injeção plástica existem muitas ferramentas e métodos utilizados para se manter as melhorias e os padrões definidos, assim como para treinar e passar o conhecimento adiante. Hoje falaremos sobreInstrução de Trabalho e Ficha Técnica.
O que é Instrução de Trabalho?
A Instrução de Trabalho é um documento quemostra como um processo deve ser realizado, quais materiais devem ser usados e como os equipamentos e ferramentas devem estar regulados.Esse documento garante que padrões definidos não serão esquecidos ou perdidos ao longo do tempo e serve de referência para novos colaboradores que não estão acostumados com o processo.
O que é Ficha Técnica de injeção?
A Ficha Técnica é outro documento utilizado na padronização de processos, que vai estar mais focado na regulagem da máquina de injeção plástica. Este documento pode ou não ter suas informações dentro de uma Instrução de Trabalho, cabe a empresa decidir se irá usar dois tipos de documentos ou se irá unificar tudo em um só. Como prática, geralmente a Ficha Técnica traz informações sobre os parâmetros de ajuste da máquina de injeção, enquanto a Instrução de Trabalho irá mostrar informações sobre como manipular, armazenar e identificar as peças injetadas.
Como criar uma Instrução Trabalho
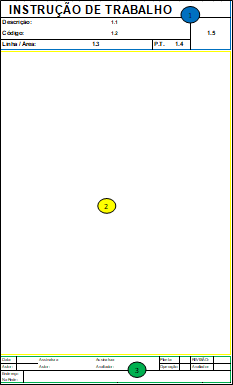
1º Passo: Definir como as informações devem estar estruturadas e qual formato elas devem possuir. No exemplo abaixo, um modelo que se divide em três campos, Cabeçalho (1), Informações (2) e Rodapé (3):
1 - Cabeçalho: Local onde serão exibidas as informações sobre qual processo/produto a folha se refere. Pode ser separado em alguns campos, conforme exemplos abaixo:1.2 - Descrição: este campo descreve a operação contida na Instrução de Trabalho;
1.3 - Código: digitar o código (quando existir) do item ou conjunto obtido no final das operações.
Nota: Quando uma operação é válida para mais de um código (conjunto), pode-se, quando necessário, criar uma única Instrução de Trabalho que sirva para todos os códigos. Sugere-se que esses códigos sejam citados entre os campos “código” e, se necessário, “descrição”.
1.4 - Linha/Área: Este campo indica qual linha ou área a operação é executada;
1.5 - Posto de trabalho (P.T.): Este campo indica o número da estação de trabalho onde as atividades referentes à Instrução de Trabalho são realizadas;
1.6 - Imagem/Foto: Este campo pode conter uma imagem referente ao produto que está sendo montado e assim, fica mais rápido identificar a Instrução.
2 - Informações: Local onde serão exibidas as informações técnicas sobre o produto ou processoque precisa ser realizado. Esse campo pode ser bem flexível, não tendo um modelo padrãoengessado para a exibição do conteúdo. O importante é que as informações contidas sejam bem apresentadas e compreensíveis, abaixo alguns exemplos de informações relevantes para este local da Instrução de Trabalho:• Apresentar os códigos de materiais, ferramentas, dispositivos, quantidades e sequência de montagem;• Apresentar as operações fazendo-se uso de tabelas, gráficos, figuras, desenhos etc., mediante necessidade. Nessa mesma área do documento, sempre que necessário, apresentar códigos de itens, ferramentas, dispositivos e outros materiais auxiliares, assim como as características de qualidade da operação;• Apresentar regulagem de equipamentos, como por exemplo, operações que possuem aperto de parafuso devem indicar o torque a ser aplicado.
3 - Rodapé: Este é o local onde serão exibidas as informações sobre o controle de revisão e distribuição da Instrução de Trabalho. Também se utiliza o rodapé para exibir o número da página ounúmero de operação referente a folha. É muito importante ter um controle do histórico desse documento, pois dependendo do processo ele pode sofrer alterações constantes, e essas alterações precisam ser informadas em algum lugar. Também é importante definir um padrão de liberação do documento, como o exemplo exibido, em que a liberação é feita com a assinatura de duas pessoas, o autor e o revisor.
2º Passo: uma vez definido o modelo de Instrução de Trabalho é hora de começar a construí-las. Para isso é sempre bom começar pelos produtos/processos mais frequentes e depois seguir para os que ocorrem menos. Isso não quer dizer que alguns processos podem ficar sem Instrução, éimportante que todos os processos tenham a sua Instrução de Trabalho definida para que se tenha uma referência de informações quando houver dúvidas.
3º Passo: desenvolver a cultura de ler, revisar e ensinar através da Instrução de Trabalho. Constantemente é visto pessoas ensinando somente através da prática e não utilizando esse documento como referência para o treinamento de um novo funcionário. É normal que ao longo do tempo as pessoas parem de checar continuamente esse documento, o que não é problema, desde que elas estejam trabalhando conforme os padrões que foram definidos. Porém, não criar o hábito de revisar o documento gera o risco de deixá-lo cair noesquecimento e perder os padrões definidos, devido às mudanças que as pessoas criam no processo.
Essas mudanças podem ser devido a melhorias, ou podem ter sido criadas por comodidade e falta de experiência. Quando se trata de melhorias, a Instrução deve ser atualizada, mas quando ocorre um desvio devido a falta de experiência dofuncionário, é necessário realizar um treinamento tendo a Instrução de Trabalho como base.
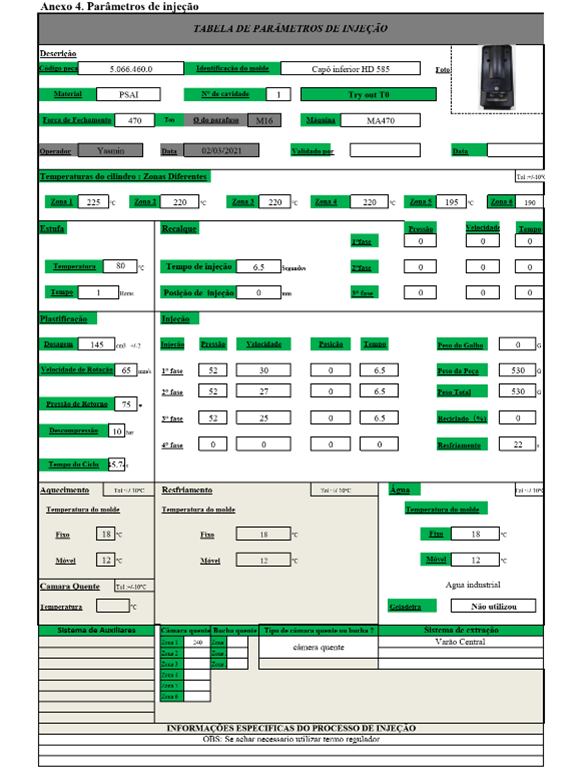
Como criar uma Ficha Técnica
Para se criar uma Ficha Técnica deve-se seguir os mesmos passos da Instrução de Trabalho, porém, o layout do documento sofrerá mudanças.
Como boa prática, é sempre interessante tentar deixar o layout das informações parecido com as telas da IHM da máquina que será utilizada para fabricação da peça. Isso irá ajudar o operador a assimilar mais rápido as informações e consequentemente, diminuir tempos do setup de moldes.
A criação desse documento é de grande importância para garantir que o conhecimento sobre os ajustes de uma determinada ferramenta não sejam perdidos ou fiquem concentrados em apenas algumas pessoas.
Este é um conteúdo exclusivo por Luiz Marcos Pozzan, Engenheiro de Processos e Especialista em Melhoria Contínua, integrante do Blog Papo Técnico, canal parceiro do portal Plástico Virtual.
Quer estar sempre informado sobre a indústria do plástico? Preencha o nosso formulário para receber novidades e conteúdo de qualidade do mercado plástico.
https://d335luupugsy2.cloudfront.net/js/rdstation-forms/stable/rdstation-forms.min.js new RDStationForms('falar-com-especialista-6d1c8af515f0a363e2c6', 'UA-181046827-1').createForm();