Reologia dos polímeros no chão de fábrica: o que o comportamento do material fundido revela antes do defeito aparecer
Reologia dos polímeros no chão de fábrica: o que o comportamento do material fundido revela antes do defeito aparecer A ciência que explica por que o material se comporta diferente na máquina Reologia é o estudo do escoamento e da deformação de materiais. No contexto da transformação plástica, ela responde a perguntas práticas do dia […]
Reologia dos polímeros no chão de fábrica: o que o comportamento do material fundido revela antes do defeito aparecer
A ciência que explica por que o material se comporta diferente na máquina
Reologia é o estudo do escoamento e da deformação de materiais. No contexto da transformação plástica, ela responde a perguntas práticas do dia a dia do processo: por que essa resina não flui igual à do lote anterior? Por que o material que funciona bem na extrusão apresenta defeito na injeção? Por que a pressão de injeção subiu sem nenhuma mudança aparente?
Imagem ilustrativa IA
Esses fenômenos são explicados pelo comportamento reológico do polímero. Entender esse comportamento não exige laboratório sofisticado. Exige conhecer os princípios que governam como os termoplásticos se comportam quando fundidos e submetidos a forças de cisalhamento.
Viscosidade é a resistência de um material ao escoamento. A água tem viscosidade baixa e constante independente da velocidade com que é forçada a passar por um orifício. Os polímeros termoplásticos se comportam de forma completamente diferente.
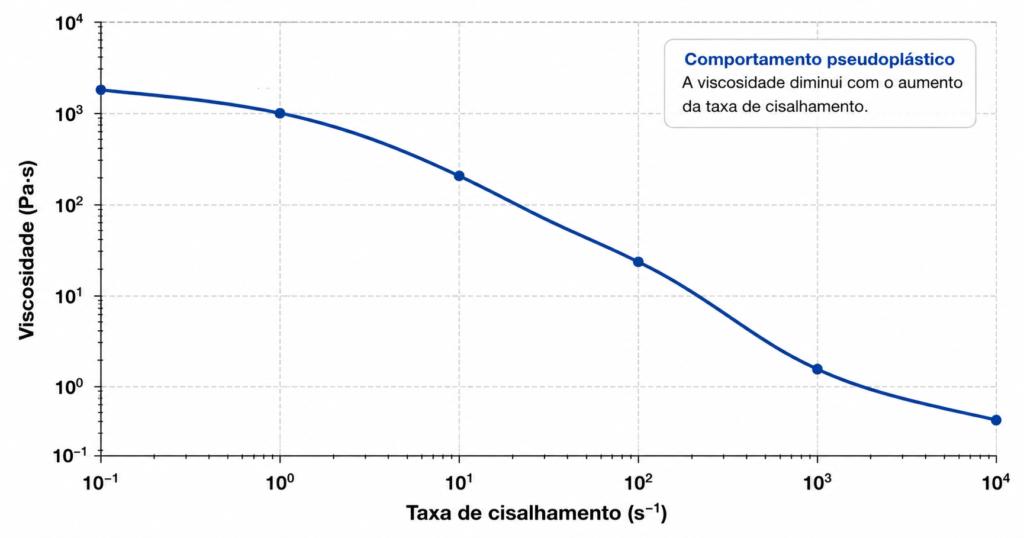
Os polímeros fundidos são fluidos pseudoplásticos. Isso significa que a viscosidade deles diminui quando a taxa de cisalhamento aumenta. Em termos práticos, quanto mais rapidamente o material é forçado a escoar, menos resistente ao escoamento ele fica.
Essa propriedade é fundamental para entender o processo. Uma resina que parece muito viscosa quando fundida em repouso pode fluir adequadamente sob a pressão do processo de injeção ou extrusão porque a taxa de cisalhamento gerada pela máquina reduz a viscosidade efetiva do material no momento do escoamento.
Por isso, comparar a viscosidade de duas resinas apenas pelo MFI, que é medido em taxa de cisalhamento muito baixa, pode ser enganoso. Duas resinas com o mesmo MFI podem ter viscosidades muito diferentes nas taxas de cisalhamento reais do processo industrial.
O que muda quando a temperatura sobe
A temperatura tem efeito direto e previsível sobre a viscosidade dos polímeros fundidos. Aumentar a temperatura de processamento reduz a viscosidade, facilita o escoamento e melhora o preenchimento de moldes complexos.
No entanto, esse ajuste tem limites. Cada polímero tem uma janela de processamento definida entre a temperatura mínima de fusão adequada e a temperatura de início de degradação térmica. Trabalhar acima do limite superior dessa janela causa degradação das cadeias poliméricas, que se manifesta como redução de propriedades mecânicas, mudança de cor e, em alguns casos, geração de gases que criam bolhas e vazios na peça.
Além disso, a temperatura mais alta aumenta o calor que o sistema precisa remover durante o resfriamento, elevando o tempo de ciclo. E ainda, com possibilidade de anular o ganho de processabilidade proporcionado pelo aumento da temperatura.
Temperatura de transição vítrea: o limite que define o comportamento da peça
A temperatura de transição vítrea, conhecida pela sigla Tg, é o ponto abaixo do qual um polímero amorfo passa de um comportamento borrachoso para um comportamento vítreo, ou seja, rígido e frágil. Acima da Tg, o polímero tem mobilidade de cadeia suficiente para ser deformado plasticamente. Abaixo dela, qualquer deformação tende a causar fratura frágil.
Na prática do processo, a Tg define o limite inferior de temperatura de molde em polímeros amorfos como policarbonato, ABS e poliestireno. Resfriar a peça abaixo da Tg antes da ejeção garante que ela mantenha a forma sem deformação. Ejetar antes de atingir a Tg pode causar warpage ou marcas de ejetor.
Para polímeros semicristalinos como PP, PA e PEAD, a referência não é a Tg mas a temperatura de cristalização. Resfriar abaixo dessa temperatura garante que a estrutura cristalina esteja estabilizada antes da ejeção.
Como usar o conhecimento reológico no dia a dia do processo
Não é necessário realizar ensaios reológicos completos para aplicar esses princípios no chão de fábrica. O conhecimento básico já permite interpretar melhor os sintomas do processo.
Quando a pressão de injeção sobe sem mudança de parâmetro, a causa mais provável é aumento de viscosidade do material, que pode vir de um lote com MFI menor, de temperatura de cilindro abaixo do ideal ou de degradação que causou aumento do peso molecular. Cada diagnóstico leva a uma ação diferente.
Quando o material flui além do esperado gerando flash, a causa pode ser redução de viscosidade por temperatura excessiva ou por um lote com MFI mais alto do que o habitual.
Em ambos os casos, entender que o comportamento do material no processo acontece por princípios de reologia transforma o diagnóstico de tentativa e erro em raciocínio baseado em causa e efeito.
Entenda mais sobre a reologia dos polímeros
O que é comportamento pseudoplástico dos polímeros?
Comportamento pseudoplástico significa que a viscosidade do polímero fundido diminui quando a taxa de cisalhamento aumenta. Na prática, quanto maior a velocidade de escoamento forçado pelo processo, menos viscoso o material fica efetivamente. É por isso que termoplásticos que parecem muito densos em repouso conseguem preencher moldes complexos sob a pressão do processo de injeção.
Por que a temperatura de processamento afeta o resultado da peça injetada?
A temperatura controla a viscosidade do fundido: temperaturas mais altas reduzem a viscosidade e facilitam o escoamento. No entanto, temperaturas acima da janela de processamento do material causam degradação térmica, reduzindo propriedades mecânicas e gerando defeitos como bolhas e mudança de cor. Cada polímero tem uma janela de temperatura definida que precisa ser respeitada.
O que é temperatura de transição vítrea e por que ela importa no processo?
A temperatura de transição vítrea, Tg, é o ponto abaixo do qual polímeros amorfos passam de comportamento borrachoso para comportamento vítreo e frágil. No processo de injeção, ela define o limite mínimo de temperatura de molde para materiais como policarbonato, ABS e poliestireno. Ejetar uma peça de polímero amorfo antes de ela atingir a Tg pode causar warpage ou marcas de ejetor.
Quer estar sempre informado sobre a indústria do plástico? Preencha o nosso formulário para receber novidades e conteúdo de qualidade do mercado plástico.
🛈 Procurando um produto do portal?
O Plástico Virtual é um portal de divulgação: nós não vendemos os produtos anunciados aqui. Para comprar ou tirar dúvidas sobre um produto específico, entre em contato direto com a empresa anunciante na página dele.
Mesmo assim, falar com a equipe do portal →
Quer ficar por dentro da indústria do plástico?
Assine a nossa newsletter e receba semanalmente atualizações de fornecedores, matérias especiais, novidades do setor e tendências do mercado.
Sua assinatura não pôde ser salva. Tente novamente.
Sua inscrição foi realizada com sucesso.
Conectamos compradores e fornecedores! Líder em divulgação digital para a indústria do plástico, somos a maior e mais completa plataforma da América Latina. Com mais de 10 anos de experiência, já ajudamos centenas de empresas do setor a expandir sua presença no mercado, gerar novos negócios e chegar até quem realmente decide a compra.